

塗布前糾(jiū)偏(piān)vs後糾偏選型+故(gù)障調試
高速卷膜塗(tú)布生產線上,糾偏係統堪稱(chēng)維係產線穩定(dìng)的“核心中樞”,更是避免物料損耗、保障產品合格的關鍵裝備。膜片走偏偏移、收(shōu)卷端麵高低不齊、邊緣刮傷破損(sǔn)、塗布位置偏(piān)移、複合工序錯位——凡是與膜片走膜位置相關的生產痛點,追根溯源幾乎都與糾偏係統的運(yùn)行狀態息息相關。不少一線(xiàn)操作員、資深工藝師(shī)傅常常陷入選型與調試(shì)的困境:自家塗布產線究竟該搭配前糾偏還是後(hòu)糾偏?糾(jiū)偏係統的核(hé)心工作邏輯的是什(shí)麽?遇到膜片跑偏、係統(tǒng)抖動、糾偏失靈等突發情況,如何(hé)快速排查解決?今天,我們全程摒棄冗餘理(lǐ)論,直擊核心,一(yī)次性拆解(jiě)塗布糾偏的選型邏(luó)輯、工作原理、常見(jiàn)故障(zhàng)及調試方法,通俗易(yì)懂、可直接落地,看完就能上手解決現場實際問題。
首先要明確一個核心認知:塗(tú)布機之所以必須配備糾(jiū)偏係統,本質是為了破解高速卷膜(mó)產線(xiàn)的固有痛點。卷膜塗布產線的走膜路(lù)徑通常較長(zhǎng),張力波動頻繁且難以控製,加之生產中所用的PE、PET、光學膜、鋰電隔膜、保護膜等基材,大多具有薄軟、易拉伸、易變形的特性,在放卷、牽引、塗布(bù)、烘幹、收卷的全流程中(zhōng),極易出(chū)現(xiàn)各類偏移(yí)隱患:放卷膜卷本身端麵不齊,導(dǎo)致來料初始偏移(yí);塗布輥、導向輥的平行度存在偏差,引發膜片走膜過程中逐漸跑偏;高速運行(háng)狀態下,細微偏移(yí)量不斷累(lèi)積(jī)放大,最終導致收卷端麵凹凸不平、錯(cuò)邊嚴重,成品直接判定為不合格(gé)。糾偏係統的核心職責,就是實時(shí)追(zhuī)蹤膜片的邊緣(yuán)或中(zhōng)心線位置,通過自(zì)動化橫(héng)向修正動作,將膜片始終穩定在預設的走膜軌跡(jì)上,從根源上規避上述各類問題。其中,塗布機最(zuì)關鍵的(de)兩個糾偏節點,分別是前糾(jiū)偏(piān)(又稱放卷糾偏(piān))與後糾偏(又稱收卷糾偏),二者分工明確、協同互補,選型是否合理,直接決定了塗布(bù)精度與成品品質的高低。
關(guān)於前糾偏與後糾偏的選型,核心是理清“源頭(tóu)把控精度”與(yǔ)“末端兜底品質”的核心差異,結合產線需求精準匹(pǐ)配。前糾偏(行業常稱EPC放(fàng)卷糾偏),安裝位置介於放卷架與塗(tú)布機頭(或牽引(yǐn)輥)之間,核心作用是從源頭修正放卷來料的偏移問題,確保膜片進入塗布(bù)工(gōng)作區時(shí),位置絕對精準穩定,進而保障塗布邊距均勻一致,從根本上杜絕偏塗、漏塗、塗覆不均等影響產(chǎn)品性能的問題。其核心執行結構包(bāo)括可移動放卷支架、擺動式糾偏架及糾偏導輥組,特別適配塗布精度要求嚴苛(邊距控製在±1mm以內)、基材薄軟(ruǎn)易拉伸、來料膜卷端麵(miàn)不齊(qí)或存在明顯偏心的生產場景。簡(jiǎn)單來(lái)說,前糾偏的核(hé)心(xīn)價值是把控塗布質量,從源頭將膜片走正,為後(hòu)續所有工序(xù)的穩定開展築牢基礎(chǔ),避(bì)免因初始偏移導致後續全流程出錯。
後糾偏(行業常稱WPC收(shōu)卷糾偏),安裝(zhuāng)在塗布、烘幹、牽引等核心工序完成後、收卷機構(gòu)之前,核心作用是修正膜片在全流程運行中累積的偏移量——無論中間(jiān)走膜過程中出現(xiàn)輕微的位置偏差,後糾偏都能通過精準修正,最(zuì)終保證收(shōu)卷端麵(miàn)平整光滑、無錯邊、無台階,確(què)保成品外觀達標(biāo)。其執行結構(gòu)主要由可移動收卷(juàn)機架與伺服糾偏驅(qū)動器組成,適配於成品膜對端麵整(zhěng)齊度、外觀等級要求較高,產線長度較長、張力波動幅度大、偏移量易累積的生產場景,尤其在分切、複卷、成品出貨前的最後一道工序中,後糾偏(piān)是保障(zhàng)成品品質的必備(bèi)配(pèi)置。通(tōng)俗(sú)來講,後糾偏的核心價值是守住成品外觀(guān)底線,在末端(duān)做好兜(dōu)底,避免因全流程偏移累積導致成品報(bào)廢,減少物料損耗。而對於光學膜、鋰(lǐ)電材料、高端功能(néng)塗層等對塗布精度要求極高的場(chǎng)景(jǐng),高配產線通常采用“前糾偏+後糾偏”的雙配置模(mó)式,形成全(quán)流程閉環控製,既能保證塗布精度,又能保障收卷品質,大幅降低產(chǎn)線故障(zhàng)發生率。
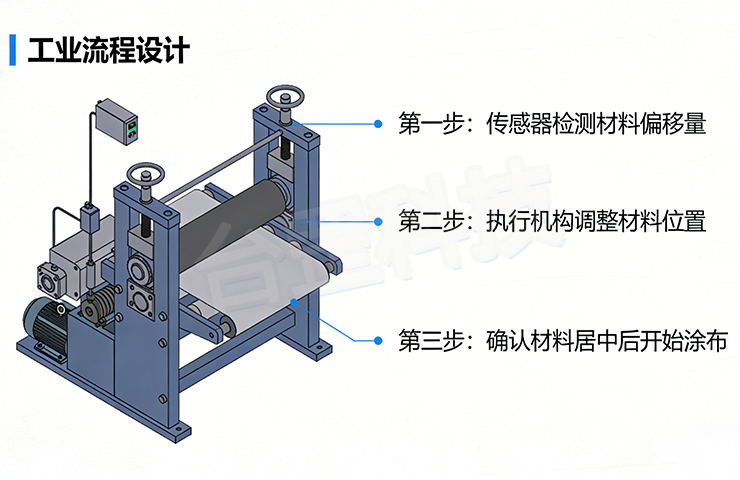
塗布糾偏係統的工作原理並不複(fù)雜,目前塗布(bù)行業主流采用(yòng)的是光電式與超聲波式兩種糾偏係統,整套係(xì)統由傳感器(qì)、控製器、執行器三大核心部件組成,工作邏輯清晰易懂、便於理解。第一步是追蹤檢測,由專用傳感器對準膜片邊緣,實時捕捉膜(mó)片的(de)位置變化:其中,光(guāng)電(diàn)傳感器更適用於不透(tòu)明膜材、普通常規膜片的檢測,而超聲(shēng)波傳感器則專門適配透明膜、啞(yǎ)光膜、薄(báo)軟易變形膜材(cái),可有(yǒu)效(xiào)避(bì)免因膜材反光導致的檢測誤判,提升位置捕捉(zhuō)的(de)精準度。第二(èr)步是運算判斷,控製器接(jiē)收傳感器傳輸的實(shí)時位置信號,與預設的膜片(piàn)中(zhōng)心或邊緣基準位置進行對比,精(jīng)準計算出膜片的偏移量,並快速輸出針對性的修正指令。第三(sān)步是執(zhí)行修正,執行器(常用伺服電機、液壓(yā)油(yóu)缸等)根據控製(zhì)器的指令,帶動放卷架、收卷架或糾偏(piān)導輥進行橫向移動,將偏移(yí)的膜片精準(zhǔn)拉回預設走膜位置,全程實(shí)現自動化、實時化、不間斷修正,無需停機幹預,簡單概括就是“捕捉(zhuō)偏(piān)移(yí)—計算偏差(chà)—精準修(xiū)正”的閉(bì)環控製邏輯(jí)。
結合塗布(bù)現場的高頻故障案例,我們整理出8類最常見的糾偏(piān)問題(tí)及最(zuì)簡排查思路,無需盲目調試參數、浪費時間,按步驟排查即可快速解決。若出(chū)現(xiàn)膜片持續跑偏、糾偏係統無任何(hé)動作的情況,優先檢(jiǎn)查傳感器是否對準膜邊(biān)、鏡頭有無灰塵或雜物遮擋,糾偏(piān)方向是否設置反向(即左偏右修、右偏左修(xiū)設置錯誤),同時排查執行器是否(fǒu)卡死(sǐ)、氣動糾偏的氣源壓力是否達標;若出現糾偏係統來回抖動、膜片起皺的問題,多是糾偏增益(即靈敏度)調至過高,導致超調震(zhèn)蕩,或死區設置過小,輕微偏移就觸發頻繁修正,也可能(néng)是導向輥不水平、膜片受力不(bú)均導致;若透明膜檢測不準、出現誤動作,需立(lì)即更(gèng)換(huàn)超聲波傳感器(qì)(光(guāng)電(diàn)傳感器不適配透明膜),同時清潔傳感器鏡頭(tóu),避免灰塵、塗布霧氣附(fù)著引發的檢測偏差;若收(shōu)卷(juàn)端麵仍不齊、後(hòu)糾偏失效,需調整傳感器安裝位置,盡量靠近收卷輥以減少響應滯後,同時檢查收卷架導軌潤滑情(qíng)況、張力是否穩定。此(cǐ)外,膜邊刮傷、低速運行正常但高速跑偏、糾偏係統單邊運行不回位、塗布邊距忽(hū)大忽小等問題(tí),均可(kě)通過針對性排查快速定位根源(yuán)、解決問(wèn)題。
關鍵詞:非晶矽鋼塗布機
分享3個塗布現場(chǎng)實操性極強的糾偏調試技巧,幫助大家(jiā)快速提升調(diào)試效(xiào)率(lǜ)、減少故障。第一,先調張力(lì)再調(diào)糾偏,據一線實操經驗總結,90%的膜片跑偏問題,並非糾偏係統故障,而是產線張力不穩定導致,穩定張力(lì)是糾偏係統正常工作的(de)前提;第二,合理設置死區,建議保留0.5~1mm的死區範圍,無需(xū)追求百分(fèn)百零偏差,過度追(zhuī)求精準會(huì)導致糾偏係統頻繁動作,引發膜片抖動、起皺;第三,優化傳感器安裝位置,盡(jìn)量將傳(chuán)感器靠近修正點,安裝距離(lí)越近,位置檢測的精度越高,信號響應滯後越小,糾偏效果越穩(wěn)定。卷膜塗布產線(xiàn)的穩定(dìng)高(gāo)效運行,離不開一(yī)套調試合理、運行穩定的糾偏係統,分清前糾偏與後糾偏的核心分工,理解其工作原理,熟練掌(zhǎng)握常見故(gù)障的排查方法,就能大幅減(jiǎn)少偏膜、皺膜、廢卷等問(wèn)題,有(yǒu)效提升生產效率(lǜ)與成(chéng)品良率,降低生產成本。
 聯係方式 :
聯係方式 :
手(shǒu)機 :180-2443-5987(曾工)
 郵箱 :
郵箱 :
郵箱 :8499478@qq.com
 地址 :
地址 :
廣東省東莞市石(shí)排鎮下沙東風一路4號
自2013年成立(lì)以來,始終專注於精密(mì)塗布機以(yǐ)及自動化設備研發與製造,主要有逗號刮刀塗布機、擠壓狹縫塗布機、微(wēi)凹(āo)塗布機、平板式實驗塗布機(jī)等,涵蓋桌麵、小試、中試、量產機型,產品廣泛應用於新能源、醫療、新材料(liào)、光電材料、電子薄膜、印刷包裝(zhuāng)等眾多行業
Copyright © 2024 東莞(wǎn)市台罡科技有限公司 . 粵ICP備2024304045號 .