聯係方式 :
聯係方式 :
手機(jī) :180-2443-5987(曾工)
 郵箱 :
郵箱 :
郵箱 :8499478@qq.com
 地址 :
地址 :
廣東省東莞市石(shí)排鎮下沙東(dōng)風一路4號
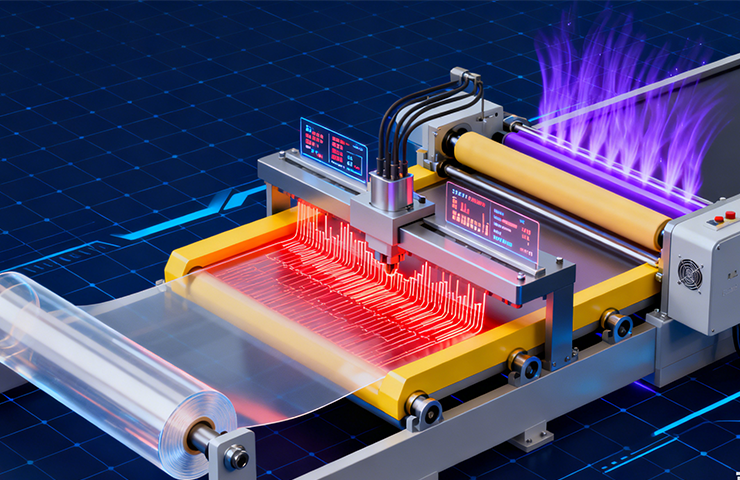
自2013年成立以來(lái),始終專注於精密塗布機以及自動化設(shè)備(bèi)研發與製(zhì)造,主要有逗號刮刀塗布機(jī)、擠壓狹縫塗布機、微凹塗布機、平(píng)板式實驗塗布機(jī)等,涵蓋桌麵(miàn)、小試、中試、量產機型,產品廣泛應用於新能源、醫療、新材料、光電材料、電子薄膜、印刷包裝等眾多行業
Copyright © 2024 東莞市台罡科技有限公司 . 粵ICP備2024304045號 .